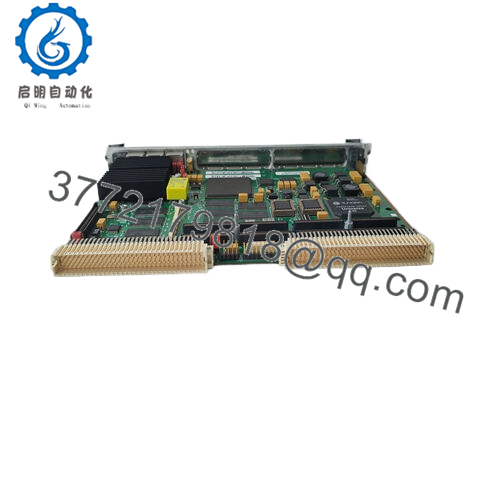
The MOTOROLA MVME5100 is a high – performance VMEbus single – board computer designed for industrial automation applications. It is a part of the Powerplus II VME architecture family by Motorola, which is known for delivering super – compute – level performance within a single VMEbus slot.
Model MVME5100
Brand MOTOROLA
Type VMEbus Single Board Computer
Power Supply 12 V DC
Operating Temperature Standard: 0 ° to 55 ° C; Extended: – 20 ° to 71 ° C
Mounting Designed for secure industrial mounting
Dimensions 13.5 x 9.5 x 1.5 inches
Weight 3.5 lbs
Interfaces Ethernet, SCSI, USB, serial, parallel
Certifications Meets CE and UL standards
Cooling Efficient thermal design for heat dissipation
Environmental Rating IP65 (suitable for harsh environments)
The MOTOROLA MVME5100 is a high – performance VMEbus single – board computer designed for industrial automation applications. It is a part of the Powerplus II VME architecture family by Motorola, which is known for delivering super – compute – level performance within a single VMEbus slot.
MVME5100
Functioning as a powerful computing unit, the MVME5100acts as the brain of control systems. It interfaces with various input and output devices, processing data and sending out control signals. In a typical industrial control system architecture, it sits at the core, receiving data from sensors (input) and sending commands to actuators (output).
This single – board computer is highly valued by engineers and integrators due to its versatility. It can be easily integrated into existing systems, whether they are part of a small – scale manufacturing setup or a large – scale industrial complex. Its design allows for seamless communication with other components in the control system, enabling efficient data transfer and system – wide coordination.
MVME5100
Main features and advantages:
One of the major strengths of the MOTOROLAMVME5100 lies in its functional performance. With a clock speed of up to 500 MHz (in some versions), it can execute complex tasks rapidly. This high processing speed ensures that control systems respond in real – time, which is critical for applications like robotic control in manufacturing. For example, when a robotic arm needs to quickly change its position based on incoming sensor data, theMVME5100 can process the data and send the new control commands without significant delay.
In terms of hardware design, the MVME5100 is rugged. Built to withstand harsh industrial environments, it can endure vibrations, shocks, and temperature variations. Its compact size, with dimensions of 13.5 x 9.5 x 1.5 inches, makes it easy to fit into tight spaces within control cabinets. The mounting type is designed for secure installation, ensuring it stays in place even in high – vibration settings.
Compatibility is another area where the MVME5100 excels. It features a range of interfaces, including Ethernet, SCSI, USB, serial, and parallel. This allows for seamless integration with various devices and systems. For instance, it can easily connect to other networked devices in a factory via its Ethernet ports, enabling data sharing and remote monitoring. It also supports multiple communication protocols, making it suitable for use in diverse industrial setups.
When it comes to long – term reliability, the MVME5100 has a thermal design that ensures efficient heat dissipation. This helps in maintaining stable operation even during extended periods of use. The service life of the component is also enhanced by its high – quality build, reducing the need for frequent replacements and thus minimizing maintenance costs for industrial users.
MVME5100
Technical specifications:
Model MVME5100
Brand MOTOROLA
Type VMEbus Single Board Computer
Power Supply 12 V DC
Operating Temperature Standard: 0 ° to 55 ° C; Extended: – 20 ° to 71 ° C
Mounting Designed for secure industrial mounting
Dimensions 13.5 x 9.5 x 1.5 inches
Weight 3.5 lbs
Interfaces Ethernet, SCSI, USB, serial, parallel
Certifications Meets CE and UL standards
Cooling Efficient thermal design for heat dissipation
Environmental Rating IP65 (suitable for harsh environments)
Contact Us Phone:+86 16626708626 WeChat/WhatsApp:+86 16626708626 Email: [email protected]
MVME5100
Application areas:
In the fast-paced world of industrial automation, reliable and high-performing components are the backbone of efficient operations. The MOTOROLA MVME5100 is a crucial player in this domain, finding extensive use across multiple industries.
In the manufacturing sector, where precision and speed are of the essence, the MVME5100 is used to control complex production lines. For instance, in automotive manufacturing plants, it manages the robotic arms that assemble car parts with millimeter – level accuracy. These robots need a controller that can process commands rapidly and consistently, and theMVME5100 fits the bill perfectly. It can handle the real – time data from sensors on the production line, such as position sensors on the robotic arms, and adjust the control signals accordingly. This ensures that production processes run smoothly, minimizing errors and downtime.
The aerospace and defense industries also rely heavily on the MOTOROLA MVME5100. In aircraft avionics systems, it processes vast amounts of data from various sensors, like altitude sensors, temperature sensors, and engine performance sensors. The data is used to control flight – critical functions, such as autopilot systems. Given the high – stakes nature of these applications, the MVME5100‘s reliability and high – performance capabilities are non – negotiable. It operates in extreme conditions, from high altitudes with low temperatures to the vibrations and jolts experienced during takeoff and landing.
This product is also applicable in control systems for oil and gas refineries. Here, it monitors and controls the flow of oil and gas through pipelines, regulating valves and pumps. The MVME5100 can handle the harsh environmental conditions of refineries, including exposure to chemicals and high temperatures, while maintaining accurate control over the processes.
MVME5100
Related products:
MVME5500 – A more advanced version in the same family, offering higher processing power for applications that require even more computational resources, such as large – scale data – intensive simulations in aerospace.
MVME4100 – An earlier model with a lower cost – to – performance ratio, suitable for less demanding industrial applications where budget constraints are more prominent, like small – scale food processing plants.
MVME5100
Installation and maintenance:
Before installing the MOTOROLA MVME5100, integrators should carefully consider the cabinet size. Ensure that the control cabinet has enough space to accommodate the module while allowing for proper ventilation. Adequate clearance around the module is essential to prevent overheating. Grounding is also a critical pre – installation consideration. A proper grounding connection helps in protecting the module from electrical surges and ensuring stable operation.
For maintenance, regular visual inspections are recommended at intervals of every six months. Check for any signs of physical damage, such as cracks or loose connections. Signal diagnostics should be carried out quarterly. This involves using diagnostic tools to check the integrity of the signals going in and out of the module. Firmware updates are also crucial. Keep an eye on Motorola’s official channels for firmware updates, as these can improve the module’s performance, add new features, and fix any known bugs. Update the firmware at least once a year, or as soon as a new, relevant version is available.

 WhatsApp: +86 16626708626
WhatsApp: +86 16626708626 Email:
Email:  Phone: +86 16626708626
Phone: +86 16626708626